

Полимер эретелгән ябышлыкны үлчәү экструзия һәм формалаштыру процессын билгели. Реаль вакыттагы ябышлык мониторингы температура һәм басым мониторингыннан мөһимрәк.
Overviewof ExtrusionMoldingPrартык
Экструзия формалаштыру - торбалар, фильмнар, таблицалар һ.б. кебек өзлексез профильләр җитештерү өчен күп тармакларда эффектив җитештерү процессы. Процессны автоматлаштыру, реаль вакыттагы мониторинг һәм эшкәртү процессын мониторинглау кебек ачык алгарышлар төгәллекне яхшыртты һәм калдыкларны киметү аркасында әйләнә-тирә мохиткә йогынтысын киметте.
Руgh Idea ofКиңрусиөстендәMachine
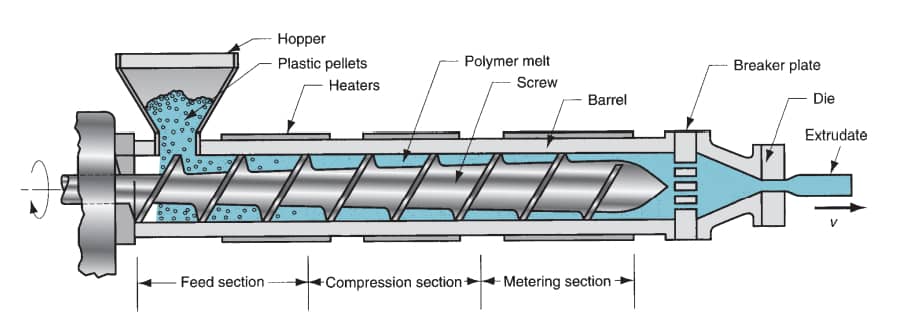
Экструзия машинасы түбәндәге өлешләрдән тора: хоппер, ашату винтасы, җылыту элементлары һәм җиһаз насосы. Материал машинага ашатыла. Двигатель һәм тизлек тартмасы белән идарә итүче өзлексез әйләнүче винт материалны баррель буйлап һәм үлем аша күчерә. Баррель буендагы җылыту элементлары полимер материалны йомшарту һәм эретү өчен контроль температураны саклый. Dieлемнән чыкканнан соң, эретелгән материал бер яки берничә куышлыклы формага керә, анда ул суытыла һәм кирәкле формага керә. Кайбер системаларда тишек насосы баррель арасында урнаштырыла һәм чыккан материалда эзлекле басымны тәэмин итү өчен үлә.

Экструзия машинасында төп ябышлык үлчәү пунктлары
Хоппер чыгу / туклану зонасы: Полимер йомшарта башлагач, эретелгән эретүчәнлекне үлчәя.
Эретү зонасы (Урта Баррель): Тулы эретелгән хәлгә күчү.
Eringлчәү зонасы(Gear Pump яки Die алдыннан): Полимер эретелгән ябышлык үлчәвен оператив кыру ставкалары буенча үлчәү.
Керү: Экструзия ноктасында реаль вакытта эретелгән ябышлык мәгълүматлары бирә.
Полимер эретүне һәм ябышлыкны аңлау
Полимер эретү нәрсә ул?
Бу эретелгән хәлгә җылытылган полимер, экструзия яки формалаштыру аша формалашырга мөмкинлек бирүче агым үзенчәлекләрен күрсәтә. .Әр сүзнеңполимерларның ябышлыгын эретү- агымга каршы тору - молекуляр авырлыкка, температурага, кыру тизлегенә, өстәмәләргә бәйле, соңгы продуктның көченә һәм бетүенә тәэсир итә. .Әр сүзнеңполимер экструзия процессы, монда эретелгән полимер үлчәү аша чыгарыла, һәм инъекция формалаштыруда, формаларны басым астында тутыра, оптималь саклый.ябышлыкны эретүбик мөһим. Традиционполимер эретелгән ябышлыкны үлчәүоффлайн капиллярлы реометрия кебек ысуллар еш кына тоткарлыклар аркасында артта калалар, күчүгә этәрәләрсызыкполимерлар өчен вискометрреаль вакыт күзәтүләре өчен.
Полимер экструзиясе һәм процесс контроле
.Әр сүзнеңполимер экструзия процессыһәм инъекция формалаштыру эзлеклелекне саклауда зур киртәләр белән очрашаябышлыкны эретү. Rылылык градиентлары үзгәрүчәнлеге һәм үзгәрүчән кыру темплары тигезсезлеккә китерергә мөмкинполимерларның ябышлыгын эретү, өслектә тәртип бозулар яки экстрадид профильләрдәге бушлыклар кебек кимчелекләр тудыра. Зур масштаблы экструзия линиясе форма белән көрәшәполимер эретелгән ябышлыкны үлчәүпроцесс контролендә туры килүен саклап, агым аша. Speedгары тизлекле инъекция формалаштыруда, кул белән көйләү тиз цикл вакытлары белән бара алмый, битне яки тулы булмаган тутыруны куркыныч астына куя. Бу проблемалар алдынгы кирәклеген күрсәтәполимер вискометркебек системаларавтоматик полимер вискометр, реаль вакыттагы мәгълүмат белән тәэмин итү һәм традицион ысулларның чикләрен җиңү.
Ни өчен эретеп ябышу мониторингы
Эретелгән ябышлыкны үлчәү полимер экструзия процессында һәм берничә сәбәп аркасында инъекция формалаштыруда төп роль уйный. Экструзиядә, эзлекле эретелгән ябышлык бертөрле үлүне тәэмин итә һәм өслек тәртипсезлеге яки үле шеш кебек кимчелекләрне булдырмый. Инъекция формалаштыруда ул форманы тутыруга, өлешнең сыйфаты һәм цикл вакытына тәэсир итә, монда вариацияләр бит яки тулы булмаган тутыруга китерергә мөмкин. Реаль вакыттагы мониторинг операторларга температураны, басымны яки материаль составны көйләргә, энергия куллануны оптимальләштерергә һәм калдыкларны киметергә мөмкинлек бирә - 2025-нче елда углерод кагыйдәләре кысылганда төп проблемалар.
Полимер эретүнең ябышлыгын үлчәүнең катлаулылыгы полимер эретүнең Ньютон булмаган табигатеннән барлыкка килә, монда ябышлык кыру дәрәҗәсе һәм җылылык тарихы белән үзгәрә. Полимер-эретелгән вискометр системалары моны өзлексез мәгълүмат биреп, оффлайн ысуллар туры килми торган процесс контроле ярдәмендә чишәләр.


Лоннметрның эретелгән ябышлык мониторингы тәҗрибәсе
Ун елдан артык тәҗрибә белән,Лоннметр, әйдәп баручыполимер вискометр белән тәэмин итүче, үзен пионер итеп күрсәттеябышлык мониторингы. Аларның тәҗрибәсе югары басымлы, югары температуралы экструзия линияләрен һәм инъекция формалаштыру корылмаларын үз эченә ала, полиэтилен, полипропилен һәм ПЭТ кебек төрле полимерларның ихтыяҗларын канәгатьләндерә.
Продукция чишелешләре
Лоннметр заманча тәкъдим итәполимер эретелгән вискометрөчен эшләнгән карарларэретү ябышлыгы мониторингы. .Әр сүзнеңВискометрүлчәү, экструзия машиналарында перпендикуляр яки параллель урнаштыру өчен эшләнгәнябышлыкны эретү100,000 cP · s кадәр һәм 300 ° C кадәр температура, агым үзгәрүеннән тәэсир итми.
Custзләштерү - Lonnmeter тәкъдимнәренең билгесе, җепле яки фланглы тоташу вариантлары һәм 4-20mA яки RS485 аша мәгълүмат чыгару, автоматлаштыру системалары белән бербөтен интеграцияләү. Экструзиядә перпендикуляр көйләү минималь агымның өзелүен тәэмин итә.
Лоннметрның эретелгән ябышлык чишелешләренең өстенлекләре
Сыйфатны тәэмин итү:Реаль вакытполимер эретелгән ябышлыкны үлчәүкимчелексез экструдатларны һәм формалашкан өлешләрне тәэмин итә.
Чыгым эффективлыгы:Калдыкларны киметү һәм хезмәт күрсәтү чыгымнары түбән.
Энергияне сак тоту:Төгәл көйләүләр энергия куллануны оптимальләштерәләр.
Процессның сыгылмасы:Төрле полимерлар белән туры килү төрле җитештерү ихтыяҗларын тәэмин итә.
Куркынычсызлыкны арттыру:Ябышлык аномалияләрен иртә ачыклау җиһазларның киеренкелеген булдырмый.
Сораулар
Ни өчен эретелгән ябышлык температура яки басымнан мөһимрәк?
Эретелгән ябышлык эретү агымына турыдан-туры тәэсир итә, тутыру, продукт эзлеклелеге, еш кына температура яки басым йогынтысыннан өстен. Дөрес полимер эретелгән ябышлыкны үлчәү, бит контроле өчен критик булып, битнең яисә шешү кебек кимчелекләрне булдырмый.
Lonnmeter мәгълүмат интеграциясен ничек тәэмин итә?
Автомат полимер вискометр 4-20mA яки RS485 протоколлары аша интеграцияләнә, системаларны контрольдә тоту өчен реаль вакыттагы мәгълүмат тәкъдим итә. Аның борт тарихчысы, программа тәэминаты аша кереп, традицион вискометр полимер чикләүләрен узып, тарихи күзаллаулар бирә.
Полимерларның эретелгән ябышлыгына нинди факторлар йогынты ясый?
Полимерларның эретелгән ябышлыгы молекуляр авырлык, температура, кыру тизлеге, өстәмәләр яки тутыргычлар тәэсирендә. Molгары молекуляр авырлык һәм түбән температуралар гадәттә ябышлыкны арттыралар, полимер экструзия процессына тәэсир итәләр.
Эретелгән ябышлык мониторингы - полимер экструзия процессының һәм инъекция формалаштыруның нигез ташы, сыйфат һәм эффективлыкны тәэмин итү. Лоннметрның исбатланган тәҗрибәсе һәм полимерлар өчен алдынгы вискометр ярдәмендә җитештерүчеләр процесс контроле һәм җитештерүне оптимальләштерү проблемаларын җиңә ала. Бүген бу ышанычлы полимер вискометр тәэмин итүчесеннән цитата сорагыз!
Пост вакыты: 31-2025 июль









